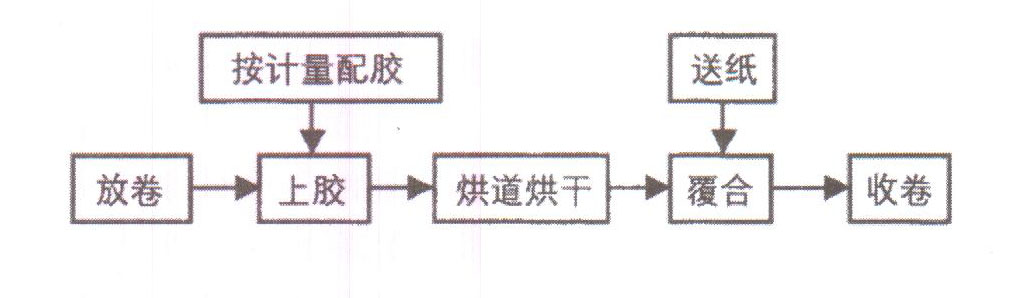
即(jí)塗(tú)型覆(fù)膜工(gōng)藝 即塗覆(fù)膜是(shì)在操(cāo)作時現塗(tú)粘合(hé)劑随(suí)後熱壓而(ér) 得(dé)成(chéng)品,其工藝流程(chéng)如圖1所示。這種(zhǒng)即塗(tú)覆膜(mó) 工藝是(shì)目前國内最(zuì)常用的覆(fù)膜方(fāng)法,它是在塑料(liào) 薄膜(mó)上(shàng)均勻地(dì)塗布膠黏劑,經(jīng)過烘道将溶劑(jì)蒸發 掉(diào),自(zì)動給紙機(jī)将印刷好(hǎo)的紙張輸送到熱壓(yā)複合 裝置,加壓複合後,紙張即(jí)與薄膜(mó)複(fú)合在一起, 成爲紙塑(sù)合(hé)一的産(chǎn)品,然(rán)後(hòu)通過收(shōu)卷或裁切裝置(zhì) 将制(zhì)成(chéng)品切成(chéng)單張(zhāng)并收集。
圖1:即塗型覆膜工藝流(liú)程圖 爲确(què)保覆膜(mó)質量,需控制好塗膠、複(fú)合等工 序(xù)作業。在塗布過程中(zhōng),必須保證(zhèng)膠黏劑在薄膜 上塗(tú)布均勻,不能出(chū)現缺膠、條(tiáo)紋、膠層厚(hòu)薄不 均等現象(xiàng)。在複合時(shí)必須控制好複(fú)合鋼輥的溫 度(dù),一般輥面(miàn)溫度(dù)控制在60-80℃。如果溫(wēn)度太 低,複合不(bú)牢固;溫度(dù)太高(gāo)設備(bèi)操作,薄膜(mó)會出 現皺紋、起泡等缺(quē)陷。複合(hé)壓力也是(shì)關鍵(jiàn)調節因 素(sù),一般複合壓力爲(wèi)1020mpa,且(qiě)輥面兩端(duān)的壓 力必須(xū)均衡。 這(zhè)種覆膜工(gōng)藝多采用含有苯型(xíng)溶劑的黏合 劑,對生産(chǎn)現場操(cāo)作人員(yuán)身體健康造成很大損(sǔn) 傷(shāng),對大氣(qì)環境(jìng)造成了極大的(de)污染(rǎn)并存在火(huǒ)災隐(yǐn) 患,此外,産(chǎn)品中殘(cán)留(liú)的有害物質對消費(fèi)者的健(jiàn) 康也會産生(shēng)不良(liáng)影響(xiǎng),因而(ér)在歐(ōu)美等(děng)發達(dá)國(guó)家已 經明令(lìng)禁止使用(yòng)。該工(gōng)藝由于設(shè)備的自動(dòng)化程(chéng)度 低(dī),手工(gōng)操作(zuò)多、生(shēng)産效率低(dī)、能耗大設備和(hé)耗 材工藝(yì)水平低,緻(zhì)使産品質量極不(bú)穩(wěn)定,易(yì)起 泡、褶皺。覆膜(mó)材料質量(liàng)低光(guāng)澤度、清晰度和(hé)色 彩鮮豔(yàn)度差(chà)等多方面危害(hài)來看(kàn)即塗覆膜(mó)的時(shí)代(dài)必 然會(huì)被先(xiān)進、環保的(de)新技(jì)術所(suǒ)取代(dài)。